
[拼音]:moya
[外文]:compression moulding
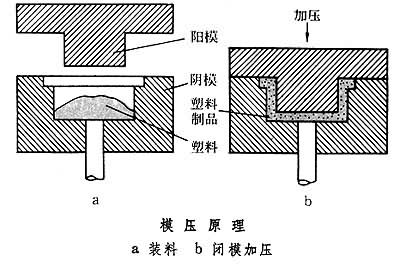
压缩模塑的简称,又称压塑。塑料或橡胶胶料在闭合模腔内借助加热、加压而成型为制品的塑料加工(也是橡胶加工)方法。一般是将粉状、粒状、团粒状、片状,甚至先作成和制品相似形状的料坯,放在加热的模具的型腔中,然后闭模加压,使其成型并固化或硫化,再经脱模得制品 (见图),该法特别适用于热固性塑料(见热固性树脂)的成型加工。缺点是生产周期长,效率低,制品尺寸精度差。
主要设备
有压机和模具。压机的作用在于通过模具对塑料施加压力。在橡胶加工中,压机称为平板硫化机。压机的主要参数包括公称吨位、压板尺寸、工作行程和柱塞直径,这些指标决定着压机所能模压制品的面积、高度或厚度,以及能够达到的最大模压压力。模具按其结构的特征,可分为溢式、不溢式和半溢式三种,其中以半溢式用得最多。
工艺过程
分为加料、闭模、排气、固化、脱模和模具清理等,若制品有嵌件需要在模压时封入,则在加料前应将嵌件安放好。主要控制的工艺条件是压力、模具温度和模压时间。此外,还有一种特殊形式的模压方法,即先将粉状塑料压实,然后从模中取出料坯,放在炉中加热至熔点,使塑料颗粒熔化成一个整体,冷却后得制品或半成品。这种方法称烧结成型,主要用于聚四氟乙烯的成型。
应用
主要用于热固性塑料(见热固性树脂)成型,如酚醛、三聚氰胺甲醛、脲甲醛等塑料,也用于制造不饱和聚酯和环氧树脂加玻璃纤维的增强塑料制品。热塑性塑料(见热塑性树脂)也有采用此法成型的,如聚氯乙烯唱片。但热塑性塑料模压时,模具必须在制品脱模前冷却,在下一个制件成型前,又必须把模具重新加热,因此生产效率很低。模压法在橡胶工业中也是一种极重要的成型方法,把胶料剪裁或冲切成简单形状,加入加热模具内,在成型的同时硫化,制品也是趁热脱模的。许多橡胶模型制品如密封垫、减震制品(如胶圈、胶板)等都用此法生产。